Print temperature
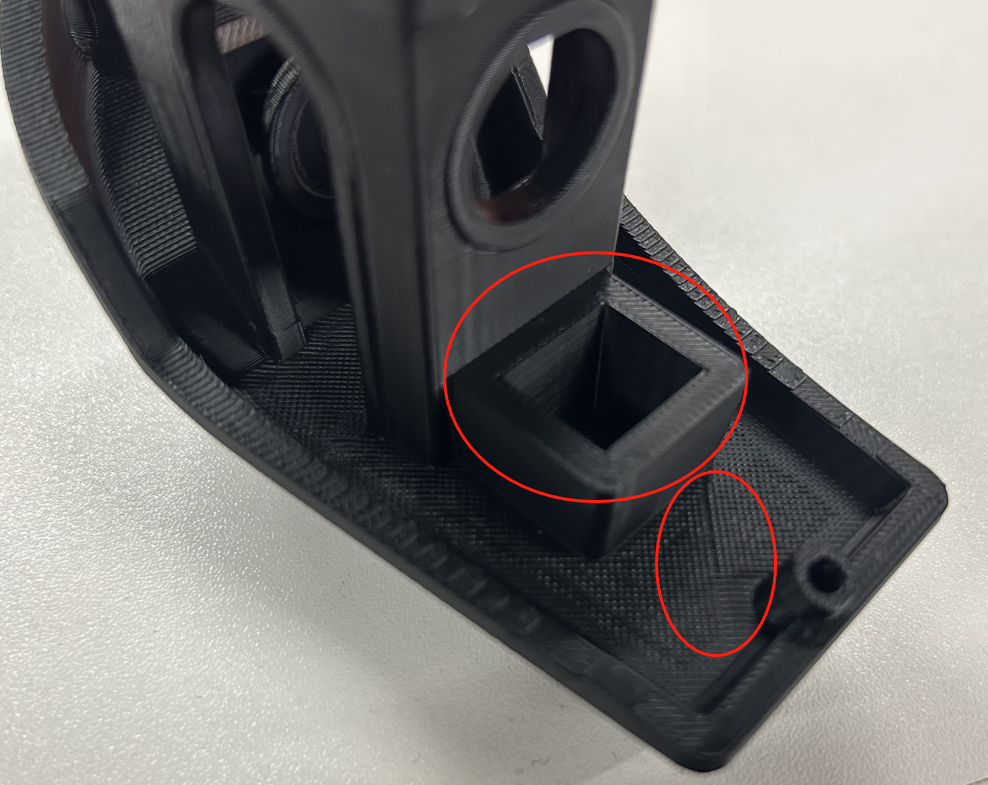
Print speed:300mm/s
Print temp:190-230℃
Smooth surface finish of the model, with high print quality;
No slump at 45° angle of overhang, no shrinkage warpage, no slump at 35° angle of overhang, slight warpage. No slumping at bridging joints;
Complete formation at conical cusps, no stringing between conical cusps:

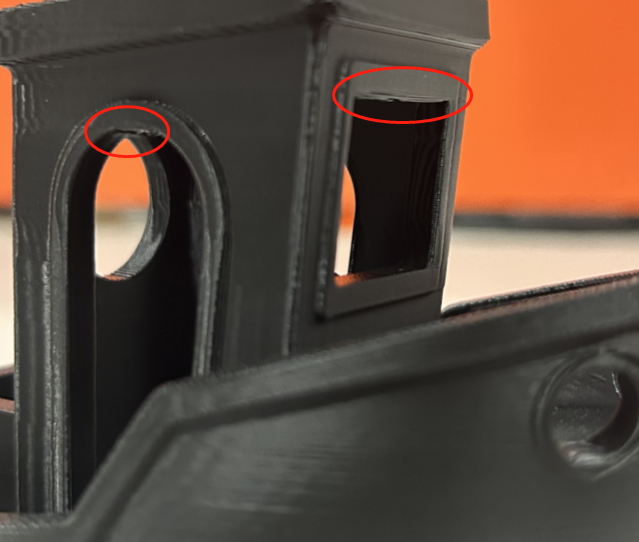
Print speed:300mm/s
Print temp:230-260℃
rough surface finish of the model, poor print quality;
No slump and no shrinkage warpage at 45° angle of overhang, no slump and slight warpage at 35° angle of overhang. Slight collapse at bridging
Incomplete moulding at conical cusps, stringing between conical cusps:

Recommended print temperature for Eryone Hyper Speed PLA+: 190-230°C
Print quality
Print speed:300mm/s
Print temp:220℃
Z Layer XY ripples:


High speed print surface quality high surface smoothness with slight ripples
Overhang, bridging:

Slight collapse in the overhang area and bridging out, slight collapse within normal limits, fast forming of consumables even in high speed printing, good heat dissipation
Horizontal top & corner flow:
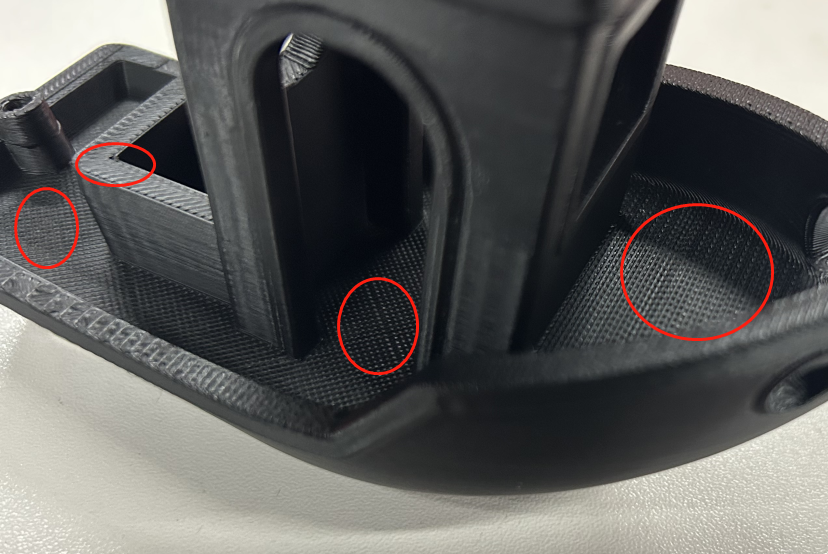
High print quality on the top surface of the model at high speed, no cavity gaps, even and smooth discharge at the corners of the model and good thermal flow
Bottom surface attachment
Excellent filament adhesion to the hot bed at high printing speeds, with clear characters on the underside and no edge warping.



